Plastic injection molding may be used to merge two (or more) materials into a single component in a few ways. How can this benefit a product developer? Let’s look at the benefits of insert molding and overmolding in more detail.
What Exactly Is Insert Molding?
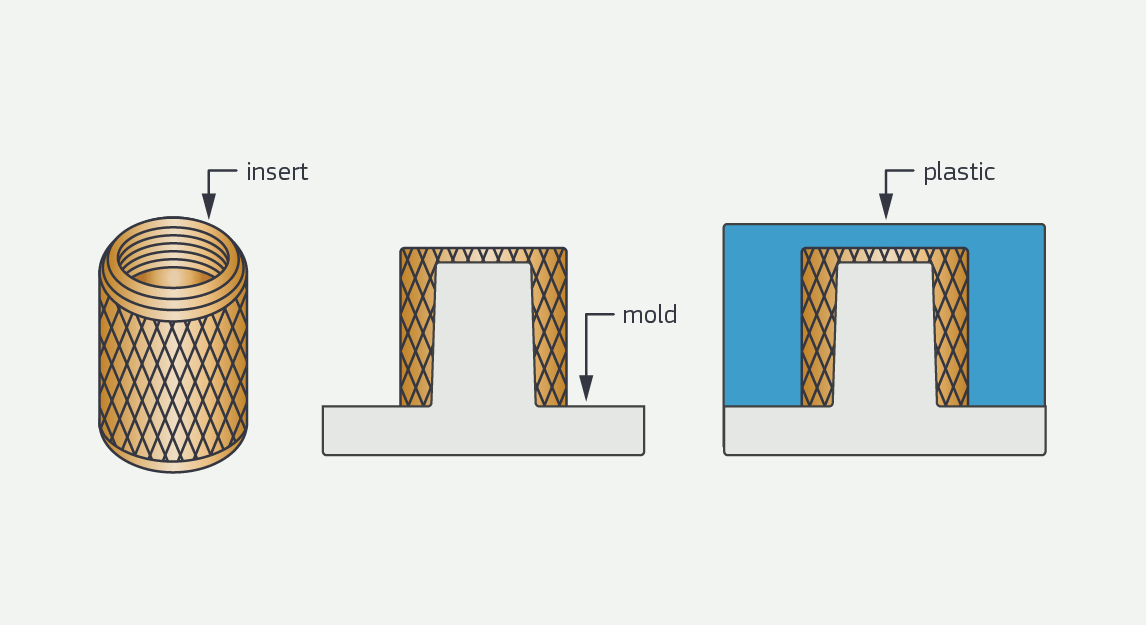
Insert molding is the process of attaching one of the insert’s components to a pin or other retaining fixture within a plastic injection molding tool. When the mold is closed, thermoplastic resin is molded around the implant, locking it in place permanently. The insert is often a tiny piece of metal or plastic, such as a threaded screw fitting or an electrical contact. Threaded fittings are sometimes known as ‘nutserts.’ Using inserts in this manner, particularly for screw fittings, makes sense since it eliminates the need for further drilling and tapping, which wastes time and money. Inserts may also be utilized on thin-walled casings that would otherwise be too thin to allow for a tapped hole. Most significantly, insert molding is compatible with standard injection molding machines, eliminating the need for costly equipment modifications.
Are There Drawbacks To Insert Molding?
When utilizing inserts, there are a few issues to consider. For starters, installing them by hand slows down manufacturing time, which raises labor expenses. Second, if holding strength is very important, the plastic casing may need to be constructed in such a way that it secures the insert in place. Finally, fractures may develop around the insert as a result of stress. This is due to the fact that resin shrinks whereas metal does not. This is particularly problematic with polycarbonate material. Hand-loaded inserts, as a general rule, only make sense if the yearly manufacturing volume is modest, maybe up to 50,000. Above certain yearly quantities, investing in automation definitely makes more sense. End Of Arm Tooling for the robots on a plastic injection molding machine picking up and inserting Nutserts is extremely prevalent.
What Exactly Is Overmolding?
Overmolding is a kind of plastic injection molding in which a rubber or elastomer such as TPU or TPE is permanently over-molded onto a more rigid plastic substrate. It is also known as two-shot, multiple material molding, two-shot, or 2K, which derives from the German “Zwei Komponenten.” We can even mold one rigid material over another rigid material to create a two-tone appearance, but this is less frequent.
Why Do Product Developers Use Overmolding?
Overmolding is used by product developers for a variety of reasons. There are many possible benefits and uses. Overmolding, for example, may enhance the look of numerous items. This is aided by the fact that the over-molded material does not have to be the same color as the substrate, but may instead be contrasting or complimentary. This is often seen on toothbrush handles. Over-moldings offer texture, which enhances the user’s grip and feel. This is often seen on power equipment or kitchen utensils. Over-moldings may also be used to replicate a designer’s logo or trademark image on a product. Overmoldings provide electrical and thermal insulation, as well as air and waterproof sealing for cases. Furthermore, the technique may be used to enclose additional components, securely keeping them in place to minimize mechanical vibration.
What Is the Process of Overmolding?
Overmolding is accomplished using a special injection molding machine with two barrels. One barrel is usually filled with a hard thermoplastic, while the other is filled with an elastomer such as TPE, TPU, or silicone. But it’s not only the machine that’s one-of-a-kind; the mold’s design is as well. A typical mold tool may have one cavity and one core, with the two halves joining to create the final shape of the component. We usually have three parts to the mold tool for overmolding. Shuttle Molding and Carousel Molding are the two major kinds of automated over-molding processes. Both of these procedures require three parts. The core and cavity are the first two parts that shape the substrate. This substrate stays on the Core Side of the mold, while the other “half” is shuttled or turned around to meet a secondary Cavity Side. After that, the mold is closed, and the overmolding material is injected into the space between the substrate and the second expanded Cavity. When molding in small quantities, we may often create two totally distinct molds and manually transfer the substrate into the second mold for over-molding.
What Are the Benefits of Two-Shot Molding?
The primary benefit of two-shot molding is that the connection between the materials is very strong, often surpassing the shear strength of the TPE. This is aided by the fact that when they’re connected, both materials are still hot and, in the case of a TPU, not completely cured, so they’re essentially bonded together. Additionally, various Shore hardnesses and colors may be combined to provide a variety of effects. Furthermore, since the process is mainly automated, it is suitable for big production runs.
What Are the Implications of Two-Shot Molding?
Because the design of over-molding mold equipment is more complicated, it takes longer and costs more money. A specialized machine is also required, but a standard machine may be converted to two-shot molding by adding an extra “piggyback” injection molding barrel. The most essential aspect, though, is that your elastomer of choice is compatible with the thermoplastic substrate. Nylon, PEEK, ABS, and certain other technical grades, for example, maybe difficult to bind with. To address this, plasma surface preparation and other bonding-enhancing treatments are available.
Remember that in order to get the greatest outcomes, you must collaborate closely with your manufacturing partner during the early planning phases to optimize tool designs while also ensuring that the proper materials and process parameters are used.

