Parting line selection is very crucial & important part of mould design process. You should know about parting line position of plastic components. Accordingly, this guide covers the definition of injection molding parting line, types of parting lines for plastic injection molded parts, and tips to choose parting line right.
What Is Parting Line In Injection Molding?
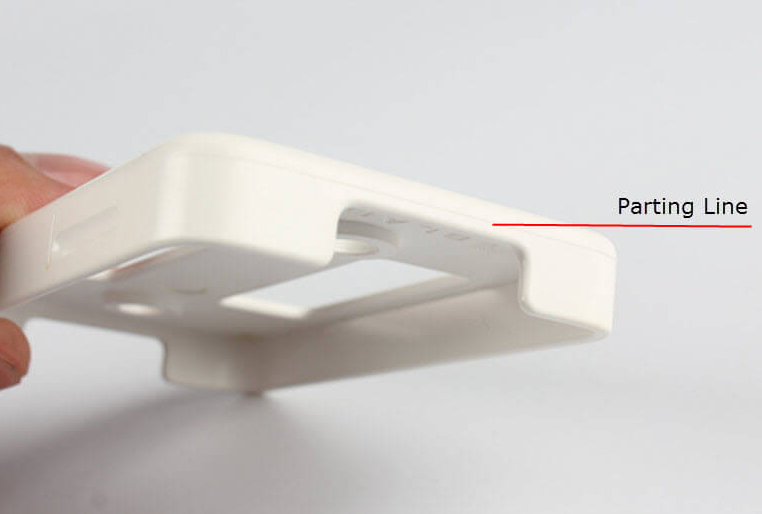
With injection moulding parts it’s impossible to avoid a parting line – which is is mark or line produced on the moldings, formed at the junction of the parting surfaces. For some parts, the parting line can be visible on the parts, but for some parts, the parting line can be at the edge that it is invisible, especially when it is trimmed. So for injection molding, if possible, it is better to have the “parting line” at the edge to avoid to affect the product quality, mold structure, operation difficulty, appearance of a part or the assembling. It is one of the key factors of plastic injection mold design success or failure.
Types Of Injection Mold Parting Line
● Horizontal parting line
● surface witness lines.
● Oblique parting line
● Curve parting line
● Injection mold parting line on shut off holes
● Injection mold parting line on side holes
How Do Parting Lines Affect The Final Injection Molded Product?
● When molten plastic is injected into the mold, the shape of the mold will affect the distribution of the plastic in the mold. It will also affect how quickly the plastic cools and the number of layers of plastic that solidify and cause friction, also known as the shearing rate.
● Once the moulding process is complete and the mould separates, the machine will leave traces left by the separation of the mould halves and the ejection of the part from the mould. The shape of the mould and the design of the ejection process need to be considered to help reduce the potential for aesthetic damage.
● The location of the parting line in a mould can also have a significant impact when it comes to production cost. Depending on the complexity of the mould, deciding how the two halves will be split will be a challenge to balance aesthetics with part quality.
Can Parting Lines Be Controlled?
In the case of parting line, it will pick up that feature as an ever so slightly raised line on the surface of the part. It is almost impossible to completely avoid or eradicate the parting line, but the effect can be reduced by doing the following:
– You can camouflage the line by incorporating it with other parallel or linear design features.
– You can locate the parting line under a protruding feature like a rim or cap
– Sometimes parting lines can be disguised with rough surface textures and matte finishes
– Paring lines can be sanded smooth and repainted afterwards.
How To Choose Injection Molding Parting Line Right?
1. The mould structure should be as simple as possible. Avoiding or reducing side parting line, using special parting surface to reduce the repair of dynamic and fixed die to reduce the machining difficulty.
2. It is conducive to the smooth demoulding of plastic parts. After opening the mold, the plastic parts should be kept at the edge of the moving mold to make use of the ejection mechanism on the injection molding machine, so as to avoid the side long distance core pulling to reduce the mold size.
3. Ensure the dimensional accuracy of products. Try the first mock exam to set parts with dimensional accuracy to the same module to minimize manufacturing and assembly errors.
4. Do not affect the appearance quality of the plastic injection molded product. Flash is inevitable at the parting line, so the design of parting line on smooth surface should be avoided.
5. Ensure the smooth exhaust of the cavity. The parting line should be as close as possible to the surfa