The injection product design evolves through multiple development stages before all parts are finally recorded and released to the molder for production. The last step in the development process is the most critical because no further design changes or corrections can be made without significant cost increases or project delays. Now here are top 8 considerations shared for you to design injection molded parts successfully. These 8 considerations are by no means exhaustive when considering the best plastic injected part design, but they will for sure get you very close to where you need to be and at the very least, point you in the right direction.
Top 8 Considerations For Designing High Quality Injection Molded Parts
1.Strict tolerance
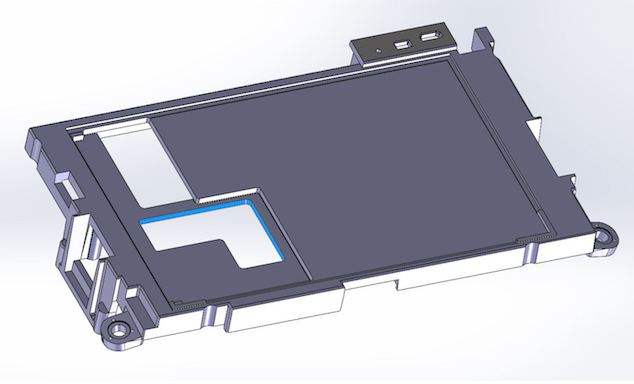
While designers should always provide wide tolerances as far as possible, they often have to maintain strict tolerances to ensure fit, function or appearance. These images illustrate the design details of a set of injection molded parts that need to meet reasonable but tight tolerances to achieve aesthetic and functional requirements.
Tolerance variation depends on several variables, including material, process control, and tool design. The acceptable tolerance range in the design varies with the molder. The designer must discuss reasonable key tolerance specifications with the molder and consider possible mold modification options if necessary. This may require some design features to be deliberately designed with extra clearance for later tightening by removing the steel from the mold.
2.Steel safety zone
When we design injection molded parts, we often face details that require strict tolerances, such as snap fit, alignment function or interlock components. It is easy to align and match these functions perfectly in CAD, but it is not easy to generate them repeatedly in the production process. Details that molders cannot confidently replicate are usually designed to be “steel safe.”. Steel safety means that the design features have enough clearance so that tool manufacturers can easily process the steel. A mold used to tighten the gap after the initial molding test.
3.Semi-crystalline resins shrink more
When designing high precision parts, keep in mind that semi-crystalline resins like Nylon and POM generally shrink and warp more than amorphous resins like ABS and Polycarbonate and it will be harder to achieve equivalent tolerances. In general, semi-crystalline resins will have better chemical resistances and work better as bearing materials, but due to their achievable tolerances in molding, you may need to use an amorphous resin when you are near the limits of achievable tolerances of the injection molding process.
4.Gate position
Ideally, gate locations should be specified by designers, molders, and tool manufacturers. Gate location is critical to almost every property of an injection molded part. It affects appearance, warpage, tolerances, surface finish, wall thickness, molding and physical properties.
5.Uniform wall thickness
Make sure that you try and make the wall thickness of your part as consistent as possible. Uneven wall thickness greatly increases the likelihood of sink marks, warpage, voids, molded-in stress, longer cooling times, and even material flow restrictions. If wall thickness must be uneven, it is best to have smooth transitions that taper over some distance. The size of the part and the ability of the material to fill will determine the minimum wall thickness allowed for your plastic injected part.
6.Texture and draft
The surface finish directly affects the draft angle. High gloss smooth surfaces can pop out of the mold more easily than rough or textured surfaces. In the detail design process of production parts, the designer must minimize the draft angle or specify the texture on the outer surface.
7.Secondary operation and fixtures
Before the last moment of production start-up, secondary operations and fixtures are often ignored in the budget or project plan. Secondary operations such as pad printing, labeling, painting, processing and adding plug-ins will have some impact on the design. Some secondary processes, such as ultrasonic insertion, ultrasonic bonding and processing, tend to increase capital expenditure.
8. Shrinkage and warpage considerations
All materials shrink at different rates and at varying degrees within the cooling process of your injection molding operation. Shrinkage and warpage are two different phenomena that can occur. Shrinkage occurs where there is a difference between corresponding linear dimension of the mold and the molded part. Warpage is a dimensional distortion in a molded plastic caused by excessive residual stress in the part. There are various things to consider when trying to control either one of these occurrences. Material considerations, part geometry considerations, tooling considerations, and processing considerations all play a part.