What is double-shot injection molding and how to do it? To understand the two shot injection molding technology, let’s learn about its definition, working principle, characteristics, and applications.
What is Two Shot Injection Molding & How Does It Work?
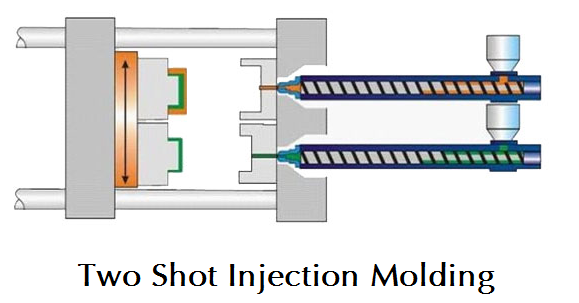
The two-shot injection molding is realized on the double shot injection molding machine. One material is injected into a product, and then on the two-shot machine, it jumps to the mold cavity corresponding to another injection barrel by turning the mold. The part is used as an insert, and another material is injected into it to form an integrated two-material product. The injection molding machine is a dual barrel and dual mold cavity. The injection molding process is to produce products of two materials at the same time, but the products of one cavity will enter the next cavity as inserts. Double shot injection molding technology is also called dual material injection molding technology. It is a technology of mixed injection molding of two plastic materials into plastic products. Its technical connotation is actually to use a mold component to shape the shape and weld the molding work in the mold. Therefore, the fundamental principle is to plasticize two different plastic raw materials, Then the mold is welded and installed to achieve the purpose of two shot injection molding.
The other one is overmolding, a two or multi-step injection molding process, a part of one material is molded on an injection molding machine, which is put into another mold as an insert, and then injected with the second material. The simplest explanation is that two-shot injection molding is the one-time molding of an injection molding machine, just throw the material into the injection molding machine, and come out to be the finished product you need. Overmolding is to put in the products to be combined before molding and then through injection molding.
As a two-shot injection molding machine is affected by its manufacturing purpose, two identical machine injection plasticizing devices are needed. This is not only the requirement of its technology but also the ability to rotate and transform. In addition to the same structure, the two sets of injection devices with the same specifications also need to have the same function. During injection molding, the raw material temperature, injection pressure, and injection rate in the two sets of equipment can be adjusted consistently, so as to keep the indexes of plastic products injected at the same level, and then carry out relevant fusion and welding work. If the parameters of the two sets of equipment are inconsistent, they shall be adjusted to the same level as far as possible.
What Kind of Products Need Two Shot Injection Molding? - When to Use Double Shot Injection Molding
1. Products with high appearance requirements
The appearance material is hard transparent, and no obvious impurities can be seen in the appearance of transparent parts, which looks like a product with a sense of thickness in texture. For example Apple Wireless Mouse, LETV mobile power supply.
2. Products with a multi-shot appearance and no surface treatment
The appearance material is hard and multi-shot without surface treatment. Most of it is used in transparent products. For example keyboard keys, mouse, mobile phone protective case, etc.
3. Products with strong structural integration
The appearance material is soft glue, which needs to be used frequently. It is not allowed to open or loosen in the process of use. The products with high-performance requirements and high adhesion requirements. For example toothbrush handle, tool products, screwdriver, three prevention products, mobile phone watch, etc.
So what are the key points in product structural design?
– Since the appearance is transparent, the wall thickness must be uniform in the structural design, and there must be no unevenness unless it is deliberately designed into such a texture.
– When used as a transparent light guide, it still needs to be designed as evenly as possible, with less uneven rubber positions and fewer stiffeners to prevent light from passing through and seeing the shadow of the internal structure.
– When the first layer is hard glue, the thinnest part of the wall thickness design of the structural surface shall not be less than 0.6mm to prevent insufficient glue injection.
– When the appearance surface of the second layer is hard glue, the wall thickness is designed between 0.6-2.0mm and the conventional design is 0.8mm to prevent appearance problems caused by molding defects.
– When the appearance surface of the second layer is soft glue, the wall thickness is designed between 0.4-2.0mm and the conventional design is 0.8mm to prevent appearance problems caused by molding defects.
– When the appearance surface of the second layer is soft glue, try not to disconnect during the design, and try to design a glue inlet point to complete all the appearance design surfaces.